第四单元 服用面料生产认识
——纱如何纺出? 布如何织出?布如何染色?花如何印出?
第二课 机织(梭织)流程
关键词: 络筒、整经、浆纱、穿经、经纬交织
机织是指来自经纬两个系统的经、纬纱垂直交织形成织物的过程,如衬衫、夹克衫、牛仔面料、绸缎、家纺、西服正装、大衣呢等面料。
一、络筒
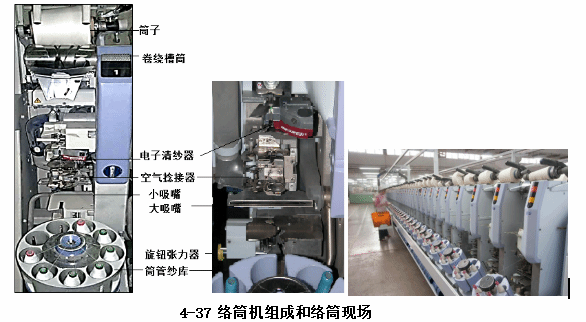
因为细纱机的纱管卷装容量小,纱疵多,因而不适合下道织造工序对经、纬用纱大卷装,高质量需求,需要增大卷装容量。在络筒工序将经纱卷绕成锥形筒子供整经机筒子架使用,络筒工序任务:1.卷绕槽筒将管纱卷绕成锥形筒子,以增加卷装容量。减少后道整经时的停车次数。2.电子清纱器清除纱疵。3.断头或换管后通过大吸嘴从筒子上找头,小吸嘴从管纱上找头后在空气捻接器捻接。4.筒子定长以便于整经集体换筒,5.张力器的作用对卷绕的纱线施加适当张力,保证筒子成形良好,卷绕密度适中。纱库式络筒机主要部件和现场如图4-37。
二、整经
整经的目的是准备在织机上所用的织轴(分条整经的情况)或者经轴用于经纱上浆(采用分批整经)的经轴。
1.分条整经
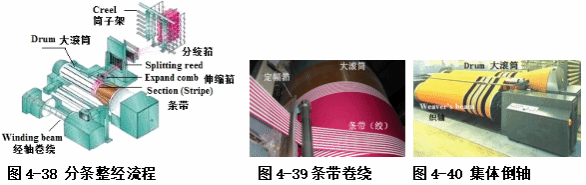
将全幅织物所需的总经纱根数,根据筒子架容量,分成若干条带依次卷绕在锥形大滚筒上,当最后一个条带卷绕完成,再将所有条带集体倒卷到织轴上。分为两个阶段:即逐条带卷绕和集体倒轴。该方式适合色纱排列比较复杂的织物。
(1)逐条带卷绕:其流程如图4-38,条带卷绕过程如图4-39。
条带数= 条带(绞)宽=穿筘幅/绞数
这样,总经根数在大滚筒所占宽度等于最终其卷绕在织轴上的宽度。
穿筘幅是指定幅筘幅宽,定幅筘位于大滚筒和伸缩筘之间。
(2)集体倒轴:将全部条带同时倒卷到织轴上去,用于穿经,如图4-40。
分条整经得出是包含全幅织物总经根数的织轴,不需浆纱,直接穿经,所以要色织单纱要整经前浆纱(如整浆联合机),毛纱采用股线形式,无须浆纱。
2.分批整经
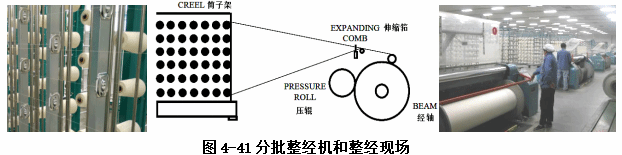
将全幅织物所需的经纱,根据整经机筒子架的容量,分成若干经轴,经轴数=总经根数/筒子架容量,例如织物全幅总经根数6488,筒子架容量为640,则整经配轴数=6488/640=10.14,取11轴。每轴根数=6488/11=589.82,即每轴589根,余0.82×11=9根,将其分配到其中的9轴上去,整经配轴为590×9+589×2。
分批整经生产的每个经轴是仅包含部分经纱根数,在进行并轴后浆纱,获得总经根数,单纱经过上浆,耐磨性和强力增加。整经机和整经现场如图4-41。
三、浆纱
浆纱工序(如图4.42)是弥补单纱或者无捻度的连续长丝纱纤维间抱和力不足的加工过程。当需要上浆时,纱线是分批整经方式,目的是在随后的织造阶段提高纱线的平滑度和韧性。纱线可以承受织造引起的张力和摩擦而不会出现问题。
浆纱过程还会用浆液被覆经纱毛羽,使得织造时开口清晰。
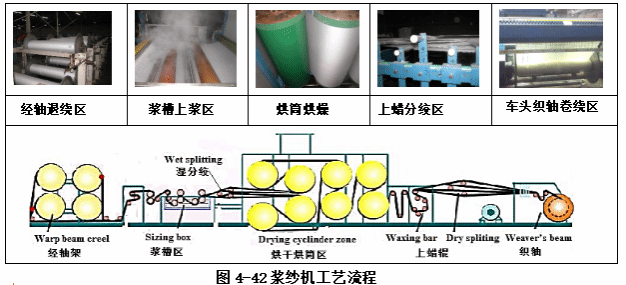

经纱从经轴架上所有经轴上依次退绕下来,并将其引入内含适合浆液的浆槽中上浆后,经纱进入烘筒烘燥区,纱线中的水分被蒸发,经上蜡装置,旨在提高纱线的光滑度。之后进入分绞区,如经轴数为8,则需要7根分绞棒,将浆纱分为8层,将彼此粘连的浆纱分离成单纱状,最后经伸缩筘后,卷绕成织轴。 图4-43穿经
四、穿经
如图4.43穿经包括将经纱穿综框和钢筘和停经片,穿综次序取决于织物组织和穿综图。
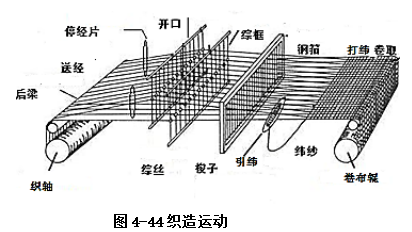
五、织造
1.织造运动
织造过程包括送经、开口、引纬、打纬和卷取等五大运动。
经纱从织轴上退绕下来,称为“送经”,综框将穿过停经片、综框、钢筘的经纱分开成上下两层,称为“开口”,载纬器(如梭子、片梭、剑杆)将纬纱引过梭口(称为“引纬”),完成经纬交织后,钢筘将纬纱打入织口,称为“打纬”。
卷取辊将坯布引离织口,卷绕到卷布辊上,称为“卷取”,完成织造,如图4.44。
2.开口方式
开口机构分为凸轮(踏盘)开口织机,如图4-45,适合平纹、斜纹、缎纹织物高速织造;多臂织机支持16页综开口,如图4-46,分为传统机械多臂和现代电子多臂织机,适合小花纹和复杂组织;大提花织机,如图4-46,分为传统机械提花和现代电子提花织机,适合大花纹织物织造,如织锦缎、提花毛巾等。
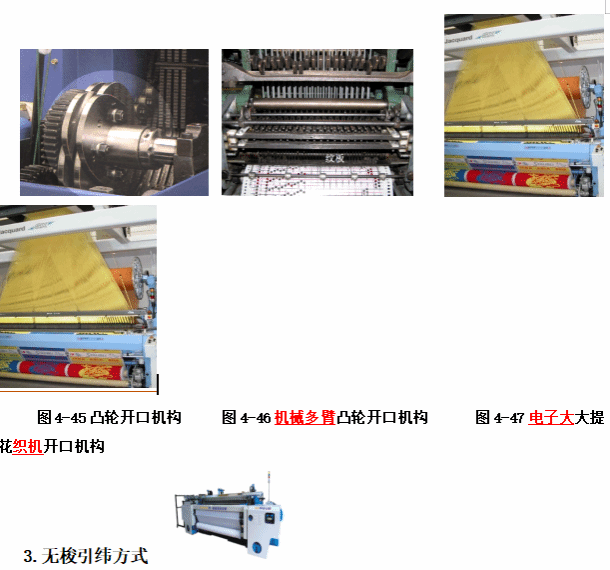
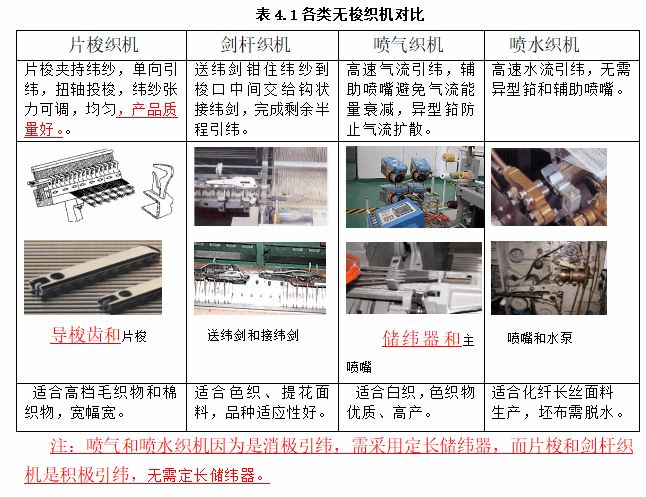
有梭织机已经淘汰,无梭织机分为片梭织机、剑杆织机、喷气织机和喷水织机,参见表4-1。