第四单元 服用面料生产认识
第三课 针织流程
针织是指一个系统(纬纱或经纱)的纱线,采用线圈穿套形式编织形成的织物,例如羊毛衫、T恤衫、袜子、运动衣、蕾丝,纱帘等。针织组织和面料详见第六章,针织篇。
关键词:线圈、编织、经编、纬编
一、纬编
由纬向一组线圈依次串套编织而成,如图4-48。
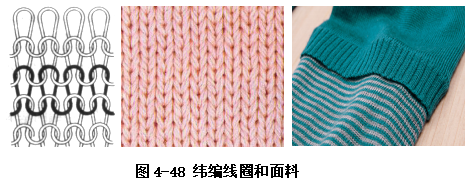
将一根或数根纱线由纬向喂入针织机的工作针上,使纱线顺序地弯曲成圈,且加以串套而形成纬编针织物。
纬编对加工纱线的种类和线密度有较大的适应性,品种繁多,既能织成坯布,又可编织成单件的成形和部分成形产品,如T恤衫,羊毛衫等,同时纬编的工艺过程和机器结构比较简单,易于操作,机器的生产效率比较高,因此,纬编在针织工业中比重较大。
织物裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录。
纬编一般采用横机,和大圆机。
(一)横机
组织结构变化多、翻改品种方便、可编织半成形和全成形产品,以减少裁剪造成的原料损耗等优点,但也存在成圈系统较少、生产效率较低、机号相对较低和只可加工较粗纱线等不足。主要用来编制毛衫衣片,手套以及衣领、下摆和门襟等服饰附件。纬编横机如图4-49。
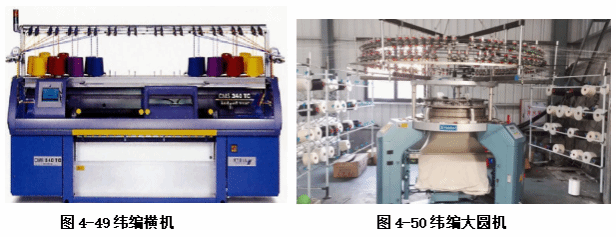
(二)大圆机
大圆机的成圈系统(企业称作进纱路数或成圈路数,简称路数)多,转速高、产量高、花形变化快、织物品质好、工序少、产品适应性强,所以发展很快。
针织大圆机总体上来分具有单面系列和双面系列两大类。但按照其所加工生产面料种类划分,有下面几种:
1.单面系列
单面系列针织大圆机就是具有一个针筒的机器。具体分为以下几个种类。
(1)普通单面针织大圆机:普通单面针织大圆机就是成圈路数多、转速高,产量高。在我国部分针织企业称为多三角机(主要以Z241型兴起的)。
普通单面针织大圆机有单针道(一个跑道)、两针道(两个跑道)、三针道(三个跑道)、四针道以及六针道机型,现针织企业中大多使用四针道单面大圆机。
(2)单面毛圈机: 它具有单针道、双针道和四针道机型,并且具有正包毛圈机(毛圈纱把地组织纱线包覆在里面,就是毛圈纱在织物的正面显示出来,而地组织的纱线却被包覆在里面)和反包毛圈机(就是平常大家看到的毛圈织物,地组织的纱线在织物反面)之分,利用沉降片和纱线的排列组合来编织新型面料。
(3)三线衬纬机:三线衬纬机在针织企业里称作卫衣机或者绒布机。它具有单针道、双针道贺四针道机型,用来生产各类拉毛绒布和不拉毛绒布产品。利用织针和排列纱线方式来生产新型面料的。
(4)提花单面针织大圆机:分为小型提花机和大型提花机两种。
A.小型单面提花针织大圆机:小型提花针织大圆机,在针织企业里称作机械提花机,它改变品种简单、方便、快捷,但转速低、产量低。它具有提花轮式(俗称花盘式)、拨片式(摆片式)、滚筒式、插片式等几种,用来编织生产各类单面小型提花面料,具有普通单面、普通毛圈、卫衣、移圈等小型提花机。
B.大型单面提花针织大圆机:大型单面提花针织大圆机俗称电脑提花大圆机,该机采用电脑程序进行织针选择进行编织、不编织和集圈,有两功位(成圈和浮线、成圈和集圈)和三功位(一路可以同时编织、集圈和浮线)之分,用来编织生产大型花纹的针织面料,并且可以变换纱线颜色,有四、五、六和八种颜色的互相变换的,具有大型提花单面、提花毛圈、提花卫衣、移圈等打型提花机。
电脑大提花针织大圆机大大的缩短了产品设计周期,使大圆机产品成本降低,产品质量大幅度的提高。
2.双面系列
双面针织大圆机就是具有两个针筒的大圆机,就是一个上针筒(俗称针盘)、一个下针筒,并且是相互垂直配置,即针盘和针筒以90度垂直配置的。它主要有下列几种。
(1)罗纹机:罗纹机是双面大圆机的一个特殊机型。它具有(1+1)针道(针盘一个针道,针筒一个针道)、(2+2)针道、(2+4)针道以及(4+4)针道。利用三角和织针的相互排列组合以及纱线排列,来编织生产新型针织面料。
(2)普通双面大圆机:普通双面大圆机又称棉毛机、多功能机、万能针织机等,同罗纹机,它也具有(1+1)针道、(2+2)针道、(2+4)针道以及(4+4)针道。针织大圆机的企业,为生产更多的花色品种,大多以(2+4)针道大圆机为主,它是利用三角和织针的相互排列组合以及纱线排列,来编织生产新型针织面料。
(3)提花双面针织大圆机:双面提花针织大圆机具有小型提花机和大型提花机两个种类。
A.小型双面提花针织大圆机:同小型单面提花针织大圆机,具有普通罗纹、双面和移圈等小型双面提花机。
B.大型双面提花针织大圆机:同大型单面提花针织大圆机,具有大型提花双面、移圈等打型提花机。另外还有一些特殊大圆机,即移圈大圆机(有移圈罗纹机、单面移圈大圆机、双面移圈大圆机等)、双面毛圈机(即织物两面都具有毛圈效应)、对筒单面机(即双反面大圆机)。
大圆机的理论产量主要取决于车速、机号、针筒直径、成圈系统数、织物结构参数和纱线细度等因素,可以用产量因数来表达:产量因数=针筒转速(转/分)×针筒直径 (厘米/2.54)×成圈系统数。圆纬机对加工纱线有较大适应性,能织制的花色品种广泛,还可编织出单件的部分成形衣片。机器结构简单,易于操作,产量较高,占地面积较小,在针织机器中占有很大的比重,广泛应用于内、外衣生产中。但因不能增、减针筒中工作针数来改变坯布门幅,所以筒形坯布的裁耗较大。
二、经编
经编织物用一根纱线是无法形成的织物的,一根纱线只能形成一根线圈构成的琏状物。由多组线圈同时串套成织物,如图4-51。
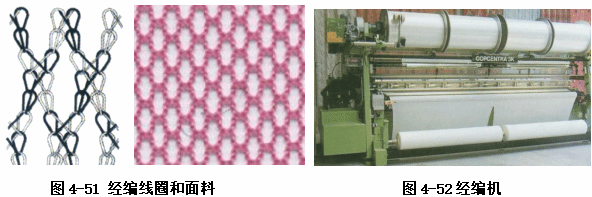
所有的纬编织物都可以逆编织方向脱散成线,但是经编织物不会脱散,经编织物不能用手工编织。经编机如图4-52,经编织物分为两大类:
1.Raschel(拉舍尔)织物
主要特征是花形较大,布面粗疏,孔眼多,主要做装饰织物。
2.Tricot(特里科)织物
布面细密,花色少,但产量高,主要做包覆织物和印花布,这类织物多使用化纤长丝,否则生产效率极低。
三、针织物生产流程
针织物生产流程包含:纺纱—整经(经编)—编织—验布—裁剪
1.纺纱
纺纱的目的是使进厂的棉纱卷绕成一定结构与规格的卷装筒子,以适合针织生产之用。在纺纱过程中要消除纱线上存在的一些疵点,同时使纱线具有一定的均匀的张力,对纱线进行必要的辅助处理,如上蜡、上油等,以改善纱线的编织性能,提高生产效率和改善产品质量。
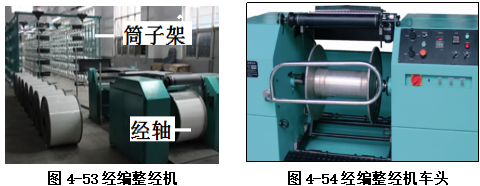
2.整经(仅经编)
对与纬编织造,纱线经络筒工序实现清纱、上蜡后可直接送入纬编横机或圆机进行依次串套成圈成织物。因经编是多根纱线同时串套成织物,故纱线进入经编机之前,需要进行整经,例如织物总经根数为2400,经编整经机筒子架容量为600,则需4个经轴并合,如图4-53为经编整经机,4-54是整经机车头。
3.编织
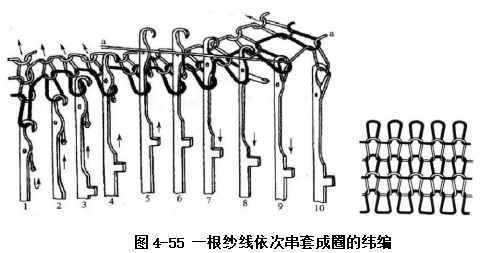
(1)纬编:将纱线沿纬向喂入针织机的工作织针,顺序地弯曲成圈并相互穿套而形成针织物,如图4-55。
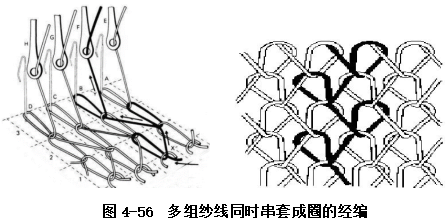
(2)经编:几组平行排列的纱线由经向喂入平行排列的工作织针,同时成圈的工艺过程,成圈过程如图4-56。
成圈过程:退圈一垫纱一闭口一套圈一弯纱一脱圈一成圈一牵拉。
经纱从经轴上同时引下,穿入导纱梳带的导纱针,导纱针围绕织针运动(前后摆动、左右横移),织针同时作上下运动,由此将纱线垫在针上,并在所有工作针上同时成圈。
经编机织造现场如图4-57和图4-58。
4.验布
验布过程涉及如匹数、尺寸以及密度等指标,均要求达到国家对布料的标准。
5.裁剪
针织物布料验布合格以后就是对布料进行裁剪了,它会经过断料-借疵-划样-裁剪-捆扎这几个流程。这5个步骤中借疵是比较重要的,因为这个环节能够提高布料的品质。
