第八单元 国外传统服饰面料识别与应用
第二课 日本传统服饰面料
一、西阵织
西阵织源起于1200年前的日本京都,是日本国宝级的传统工艺品,师承中国蜀锦,有日式蜀锦之称,西阵织与我国云锦、蜀锦、宋锦、壮锦同为“东方五大名锦”。西阵织的历史可追溯到5世纪至6世纪,西阵是日本京都Kamigyōku的一个地区。自中国引进养蚕、纺织丝绸技术为起源,精致细腻的纺织技术逐渐发展,早期专供皇室贵族制作衣服之用,后来演变为地方传统产业。
1.西阵织工艺特色
西阵织做工精致,制作流程繁复、织匠技术娴熟、生产要求高、耗时费力。采用“先染后织”方式,将丝线先染过色后才按照图样织成纹织品。西阵生产的名为欧比Obi的纬锦是日本最精致、最奢华的西阵织品种,其技艺是公元五至六世纪(中国南北朝至隋代)从中国传入的,局部盘梭妆彩、过管挖花、反面朝上的妆花织法与蜀锦、云锦等一致,如图8-20,西阵织的欧比Obi如图8-21。
2.西阵织艺术特色
西阵织有12个种类,包括缀、经锦、纬锦、缎子、珠珍、绍巴、风通、綟织、本皱织、天鹅绒、絣织、紬,其纹样称为友禅纹,西阵织面料和应用如图8-22。

二、大岛紬——日本的“香云纱”
大岛紬可以视为:泥浆段染+絣织的日本特色“缬花香云纱” 。
1.大岛紬特色
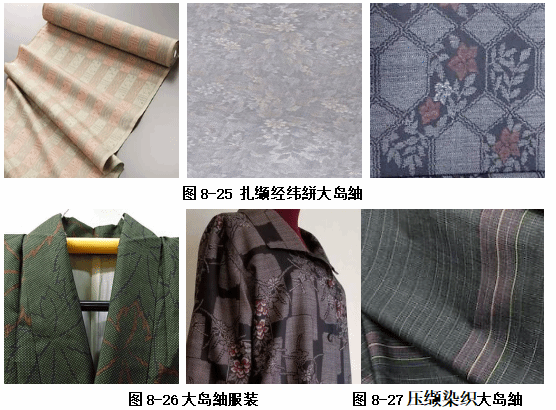
大岛紬是鹿儿岛、奄美大岛特产,是“日本三大紬”之一(另两种是结城紬、盐泽紬),具有1300年历史。织物最大特色是质地朴实,风格独特,经洗耐穿,传统紬织物质地较厚耐穿,厚重质感和悬垂性,泥浆染色方式和质地、风格都与我国广东顺德的香云纱有类似之处,是和服的上佳布料。
目前的紬织物需求朝向轻薄柔细的质感,因此在经线方面,部分改为一般绢练丝、同宫茧丝等,一件紬织物的和服布料重量平均约600克左右。另外亦有采用生紬丝织成的 “生紬”,或是采用捻度较高的绢练丝使织成,产生细皱纹的变化,称为 “细皱织物”。
2.泥染织缬大岛紬制作
大岛紬的原材料为白色绢丝。这种白色丝线原为岛上自产,但现在多数从巴西进口,经典大岛紬制作:(1)扎缬绑扎防染→(2)车轮梅染色:将其在丹宁和车轮梅根茎混合的铁锈色染液中浸泡 20分钟进行第一次上色→(3)泥染:含铁量丰富的奄美岛泥土会与丝线上植物染料产生天然化学反应,将丝线的颜色变为深栗棕→(4)拆解→(5)经、纬拼花絣织。
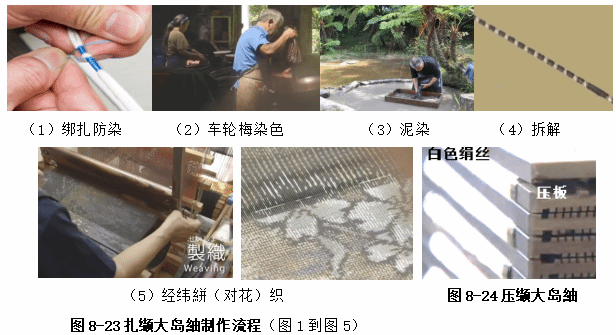
图8-23扎缬大岛紬制作流程(图1到图5)
扎缬絣(对花)织的大岛紬面料如图8-25,
3.压缬染织大岛紬制作法
如图8-24,利用带有沟槽的金属压板压紧紬丝束,再进行染色,染色后那些在沟槽中的纱被染上色,而在平板区被压紧的纱则没有上色,呈白色,如此形成断续染色的条纹状缬染纱效果,通过变换压板,改变金属压板沟槽的宽度、间距、不同宽度沟槽的排列方式,从而产生不同长短、间距、不同排列组合的条纹,缬染出来的纱也有丰富的变化。缬染后的纱再在织机上进行絣织,可以形成条纹、方格等各种几何纹样。如图8-27。
三、冲绳红型——彩色蜡染
冲绳红型是通过镂空雕刻型纸,再涂防染胶,再在镂空花纹处在布上填绘颜料或将布染色的方法。“红型”是一种染的手法。“红”在日文里是彩色之意。
1.冲绳红型的技艺特色
整个过程包括图案设计、雕刻型版、调制防染糊、染布定位、刮印防染剂、染色、除糊料等工序。使用“型纸”镂刻花纹图案,雕刻红型时,冲绳的手艺人会用到一种特殊的工具——由本地的豆腐晾干制成,用来垫在待雕刻的型纸下面。这样的干豆腐块坚韧且柔软,既可以保证小刀穿透纸背,可以吸收小刀多余力量,保证花纹线条流畅。无论扶桑花、牵牛花,还是各种鸟兽,甚至房屋和船只,都可活灵活现地呈现在染布上。
2.冲绳红型的艺术特色
冲绳红型制作多彩多姿,用色大胆艳丽,与日本和服常用低调雅致、奢华不动声色的布料相比,风景灿烂的冲绳红型织物风格奔放自在,少了拘谨,多了轻松。日照强烈的冲绳,普通染布如果长时间暴露在紫外线下容易褪色。唯有红型,有特殊工艺和颜料来保持颜色。以黄,朱,紫,蓝,绿5种基本色调来调配,以鲜艳的色调和大胆的纹路为特征。其面料产品和服装应用如图8-28

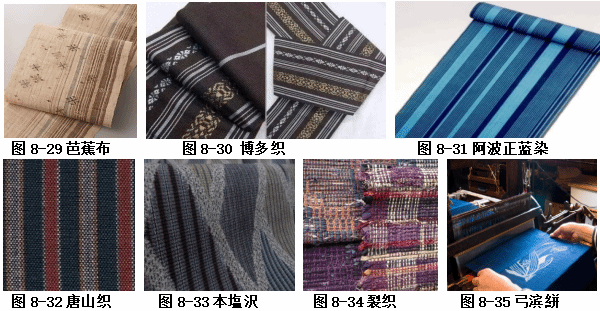
四、其他日本传统服饰面料
1.芭蕉布:轻巧透气、触感柔软的芭蕉根纤维织物,如图8-29;
2.博多织:纵条纹小提花面料,如图8-30;
3.阿波正蓝染:靛蓝纵条面料,如图8-31;
4.唐山织Touzan-Ori:府绸面料,如图8-32;
5.本塩沢:凹凸质感面料,如图8-33;
6.裂织Sakiori:废旧面料撕条为纬纱的再生面料,如图8-34;
7.弓滨絣:绞缬(扎染)后絣纬织物,如图8-35。