第四单元 服用面料生产认识
第一课 纺纱流程
一、棉纺纱(环锭)
棉纺本质上是一个不连续的过程,在这个过程中,短的原纤维经过一系列的机器,将其转化为连续的纱线。环锭纺纱的主要生产阶段是开松、混棉、梳棉、并条、粗纱和细纱(包括加捻和卷绕)。棉环锭纺纱过程如图4-1所示。
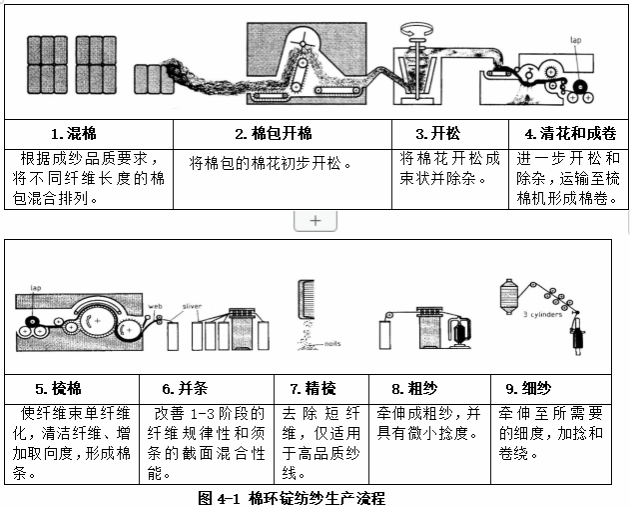
1. 开清棉
棉包混棉(抓棉机)→初步开松(喂棉箱)→彻底开棉(开棉机)
——不同品质长度纤维搭配,取长补短、降低成本,开松、除杂
根据成纱品质要求,将不同纤维长度的棉包混合排列。来自若干棉包的纤维经抓棉机(如图4-2)被送入封闭的喂棉箱(如图4-3),进行进一步混合和初步开松。接着送入开棉机(图4-4,图4-5),将大量块状纤维分离成束状,并清除杂质。因为合成纤维比天然纤维更均匀,含有更少的杂质,所以加工简单。那些比纤维重且未被纤维缠绕的污物和杂质通过机械力和强力空气使之与纤维分离。最后,纤维呈松散蓬松的块状,可以用强力空气通过斜槽直接输送到给梳棉机(如图4-7)。现代抓棉、混棉、开棉、清棉生产线如图4-6。
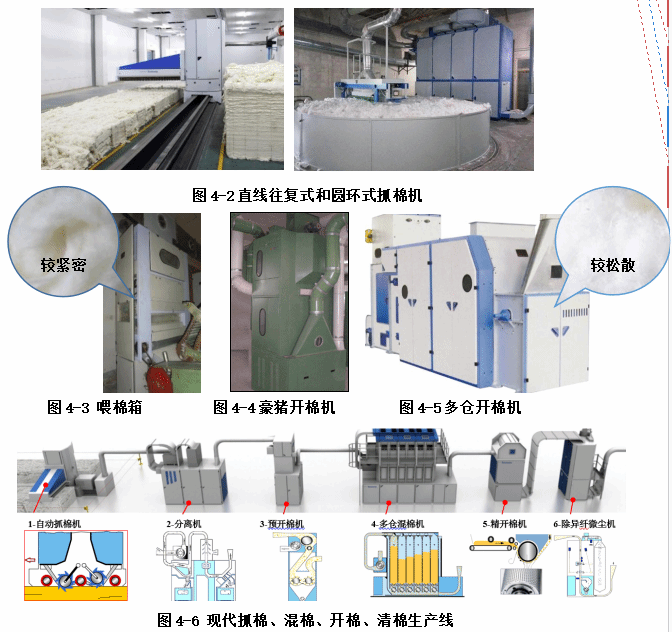
另一种方式是抓棉、混棉后到清棉机上,然后输送到梳棉机。如果使用清棉机,纤维被进一步开松、混合和清洁,并用一系列的辊、输送机和强力空气系统进行清洁。然后将它们输送集棉筒中,在集棉筒形成纤维薄层或棉网。纤维棉絮被卷起,就像一个很大的吸棉卷,然后将该棉卷传送到梳棉机(如图4-7和4-8)上进一步梳理,在梳棉机后喂入棉卷,机前输出棉网成条(如图4-9和4-11)。

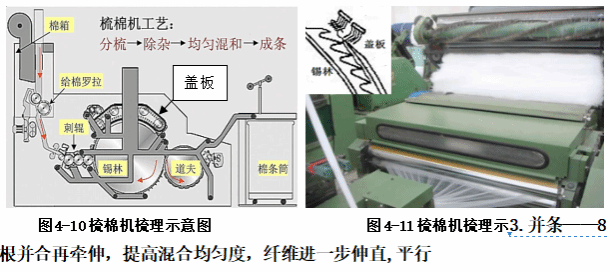
2.梳棉——去除杂质和短纤维,纤维间多数平行排列,形成棉网,收缩成条
混棉和开棉后的纤维以棉卷形式(如图4-7)送至梳棉机,如图4-8,或者从斜槽喂棉箱送至梳棉机,图4-9。纤维是随机排列的,可能含有不适合进一步加工的杂质和短纤维。梳理过程示意如图4-10,梳棉机由一个大的旋转圆筒(锡林)和其上方的一系列平板(盖板)组成,锡林上覆盖着金属针或金属齿。盖板形成一个环形带,由矩形板编织在一起,上覆盖密集的细钢针(锡林和盖板针齿间配合如图4-11的左上角图),在梳棉机锡林上方旋转。锡林和盖板以相同的方向旋转,但速度不同,将纤维梳理成薄的薄膜状的网。在这个过程中,短纤维和杂质被清除并沉积在盖板上。留在梳棉机锡林上的纤维部分平齐,因此它们的纵向轴线方向和梳棉网的长度在一定程度上平行。薄纤维网被从锡林上拉出,聚集成一定质量柔软的纤维,然后通过锥形或喇叭形集结器,收缩产生一条绳状的细条,如图4-11。棉条没有捻度,只有一点强度,这是由纤维的缠结提供的。强度足以使棉条脱离并落入棉条桶中或放置在输送机上,以转移到下一个加工步骤,即牵伸工序。

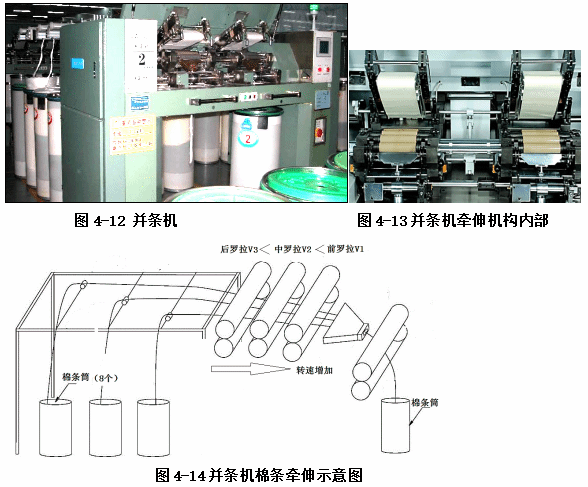
并条机(图4-12)使用一系列成对排列并以不同速度旋转的罗拉牵伸棉条。在第一并条机上,将几条梳棉条(通常为八条)组合在一起,以进一步混合纤维。棉条通过一系列的罗拉从机器的后部拉出(图4-13)。后一对罗拉的旋转速度低于机架前部的一对罗拉(图4-14)。由于棉条的卷绕速度比输送速度快,所以棉条在拉出或牵伸时会变薄。仅经过一次牵伸的梳棉条和精梳棉条都要经过末道并条,进一步混合和使纤维定向排列。在某些情况下,会进行第二次末道并条。通过一系列罗拉的牵伸,这个操作在所有过程中都是相同的。对于细支纱线,更高的牵伸产生更轻的棉条是可能的。牵伸后,纤维处于最平行的排列状态。须条并没有捻度,尽管须条(回转状态)在落入棉条中时可能有加捻现象发生。在这一点上,环锭纺纱经过粗纱过程;其他短纤纱直接由并条后的棉条牵伸而成。
4.精梳——去除短纤维,保留长纤维
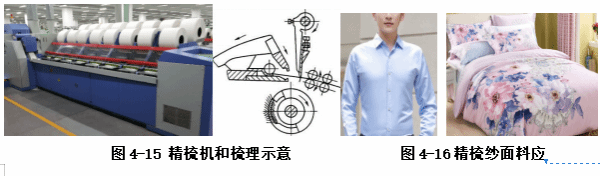
对于具有优良的均匀度、光洁度、细度和强度的高品质纱线,纤维既要经过梳棉,也要经过精梳。将来自末道并条的的48根条子组合在一起,形成纤维层供给精梳机,如图4-15,精梳机的细金属针可以清除残余的短纤维和其他杂质。精梳纤维被凝结成精梳棉条。
精梳是一个关键过程,它决定了普通纱线和优质纱线之间的区别。它使最终的纱线比其他纺纱系统的细纱更光滑、更细、更结实、更均匀。精梳纯棉正装衬衫和采用精梳纯棉贡缎的家纺床品应用如图4-16。
5.粗纱——将棉条牵伸变细“如筷子粗”,为细纱做准备
来自末道并条的棉条被排列组合并移动到到粗纱机(如图4-17)机后,在粗纱机上通过三对以不同速度旋转的罗拉将棉条牵伸到其原始直径的八分之一左右。第一组以相对较慢的速度转动,中间组以中等速度转动,最后一组的速度大约是第一组速度的10倍。这会将纤维拉出,减小纤维束的直径,并使纤维获得一些额外的平行排列。粗纱被缠绕在线轴上。缠绕过程会产生少量的扭曲,这会增加的强度。粗纱筒子被落下,并转移到细纱区。
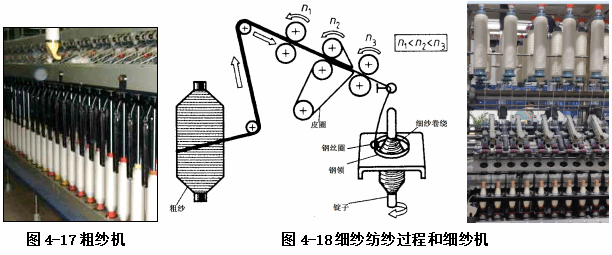
6.细纱——牵伸、变细、加捻
细纱是生产单纱的最后一道工序。粗纱被牵伸至所需的直径,并赋予所需的捻度。纺纱中使用的牵伸方法与粗纱中使用的牵伸方法相同。通过须条绕筒管的回转运动和支撑筒管的锭子的转速值施加捻度。纤维须条从牵伸元件引出,喂入称为钢丝圈的U形导引器,钢丝圈(带着须条)在圆形轨道或环(钢领)上绕锭子支撑的筒管自由转动,并卷绕在筒管上,被称为环锭纺纱,因纱线中的捻度的产生是因为当钢丝圈绕着钢领的回转运功,细纱过程如图4-18所示。
现代纺纱已经实现了自动化、信息化、智能化。
